info@amdadsolutions.com

Amdad Solutions NDT Inspection Services management and staff are committed to running a business that is to become a regional leader in providing inspection and NDT services which meet or exceed clients satisfaction. We believe that by doing so we can sustain and economically viable business that is able to invest in improving the scope and quality of each service while also string to enhance staff competence. We believe that adherence to the motto of “do it right the first time” requires the implementation of a robust ISO 9001-2015 quality system throughout the organization and that it is responsibility of each and every employee. Quality objective of various functional level will be identified and measure to ensure effective quality system. Training and education of employees will be conducted for continuous improvement.

Amdad Solutions NDT Inspection Services provides: Liquid Penetrant Testing (PT) to detect open surface discontinuities of the welds and heat affected zone (HAZ) of the pipe and other process equipment’s particularly on non-porous materials.
Radiographic Testing is regularly used for process control throughout manufacturing. This form of testing aims to detect subsurface discontinues in the final product, ceramics, welds, composite materials and electronic components. This testing can be used for the inspection of piping, storage tanks, refinery vessels and steel pressure vessels.


Radiographic Testing is regularly used for process control throughout manufacturing. This form of testing aims to detect subsurface discontinues in the final product, ceramics, welds, composite materials and electronic components. This testing can be used for the inspection of piping, storage tanks, refinery vessels and steel pressure vessels.
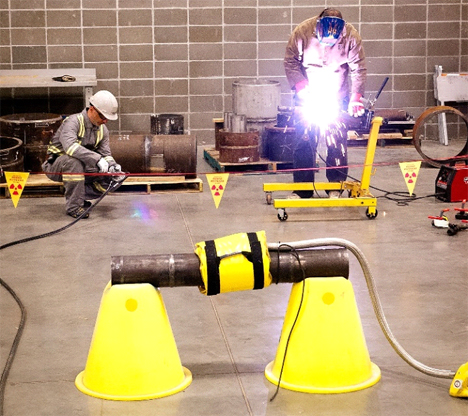
Conventional radiography systems need intricate arrangements to protect humans from ionizing radiation, which comes from the radio isotopes involved.
Several major infrastructural challenges arise from this process. Moreover, a large area must be cordoned off for the duration of radiography work. This process results in a significant cost from the loss of man-hours. Close-proximity low radiation radiography is a development from the pre-existing radiographic equipment after the incorporation of additional radiation-shielding methods, and is used with the Selenium 75 source as opposed to LR192. The radiation beam is focused on the required area of inspection and shielding is used to avoid unnecessary radiation.
The close-proximity system requires the cordoning off of a very small area (as small as a radius of 3 metres). Therefore, the system eliminates the need to stop other fabrication work during this process, and can be operated 24 hours a day at any given location.
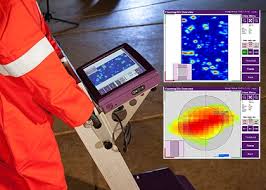
Ultrasonic Testing is used effectively in locating discontinuities as well as in the accurate sizing of subsurface discontinuities in welded objects. The detection of non-metallic inclusions, segregation of elements, and measurement of thickness are other areas where UT is frequently utilized.
An ultrasonic test can also measure the thickness and mechanical properties of a material, or to inspect the inner structure of a material for cracks and/or voids. Due to its simple characteristics, UT is used to assess a multitude of metallic, non-metallic and composite goods, such as the following: welds, joints, forgings, castings, sheets, tubing, plastics, ceramics and structural components.
Because UT is able to accurately detect surface and subsurface problems in a range of different materials it is one of the most useful methods available to quality assurance personnel.

Traceability of proper material is very important in the determination of compatibility issues, design, corrosion resistance, and compliance to codes and standards, for example ASME Boiler and Pressure Vessel Code.
Applications
PMI is used to verify the composition of a material or when the material testing certificate is not available. PMI is a key testing tool, and can be used in construction projects.

Hardness testing is widely used to characterize materials and establish whether they are fit for their planned use. Testing is performed by pressing an indenter that is harder than the test sample using a specific force to determine the hardness value by measuring the depth or size of the dent.
Hardness testing is generally used to verify the appropriate heat treating method and a correlation between the test result and the desired material property allows for proper resource utilization and practical R&D applications

Because moderate ferrite levels shield stainless steel and duplex steel weld metals from hot-cracking related weld defects, testing ferrite levels allows engineers to quantify the amount of weld metal ferrite to ensure fabrications are free of cracks. All magnetizable structure sections are measured according to the magnetic induction method (deltaferrite, martensite, and other phases).
Hardness testing is generally used to verify the appropriate heat treating method and a correlation between the test result and the desired material property allows for proper resource utilization and practical R&D applications

Pipes and tubes can be tested using an ultrasonic method known as IRIS, wherein a probe is inserted into a tube flooded with water, then is slowly released while gathering data. Revealed defects include metal loss from both in and outside of the pipe wall.
Applications
ECT is carried out in order to examine non-ferromagnetic tubing, and is appropriate for spotting a wide range of metal discontinuities: wall loss, baffle cuts, erosion & corrosion, pitting and wear.
Applications
The MFL method is optimal when inspecting ferromagnetic tubes, as it gives a relatively accurate understanding of corrosion-induced metal loss in heat exchanger tubes in a short time span.
Applications
Two coils are utilised in RFT: the driver coil (also known as the transmit coil) and the pickup coil. A low-frequency AC signal is used to excite the driver coil, and the pickup coil is given a signal which is the vector sum of a small RFT signal which comes from the tube wall, and a direct coupled signal from the diver coil.
Applications
Regular inspection of storage tanks ensures that the walls and bottom plates are sound, as tank floor plates are susceptible to corrosion from the soil beneath them, increasing the risk of hazardous chemical contamination. Using MFL allows for maximum area coverage in a short time span, so that any indication that exceeds the threshold is verified by the ultrasonic straight beam.


An exceptional, experienced and motivated team provides a variety of services including the treatment of: weld joints, piping, regenerators, stripper columns, pressure vessels, boiler headers, modules, deck pipelines and structures and boiler heater tubes.
Sources of residual stresses: Welding, Casting, Forging, Rolling, Forming, Drawing, Hammering, Bending, Shearing, Machining
What heat treating does:
In PWHT, steel is heated to a temperature below or close to the lower critical temperature with a specific rate of heating. It is held at the temperature for a desired length of time, followed by cooling with a specific rate up to a certain temperature. It tempers the metal and reduces the tensile stress, minimizing the risk of brittle fractures. There is no change in grain structure.
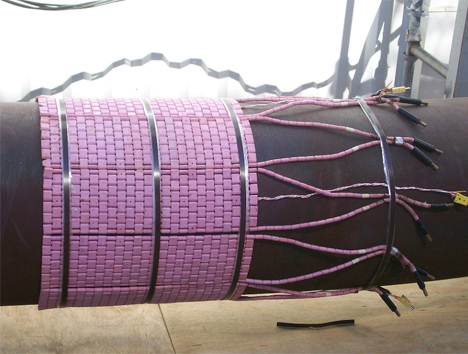

Heat Treatment of the welded joint, normally to sub-critical temperatures after completion of welding operations.
Electrical Resistance Method



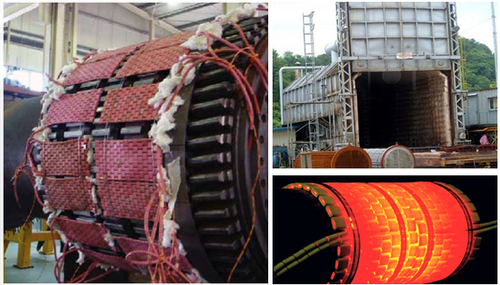
Normalizing is the treatment of steel by heating it above the transformation temperature, holding for a certain time, and then cooling it to room temperature in still or slightly agitated air. This is done to remove the processing stress and provide a more uniform structure.


Austenitic stainless steels are heated to above 1050°C and held for the desired time followed by cooling to room temperature within few minutes by quenching/blowing the air.



This de-gassing process helps to improve the integrity of the welded components whilst also reducing the possibility of cracking from fabrication. Hydrogen de-gassing occurs before the welding/cutting of older process equipment, protecting it during the cutting and welding phases.